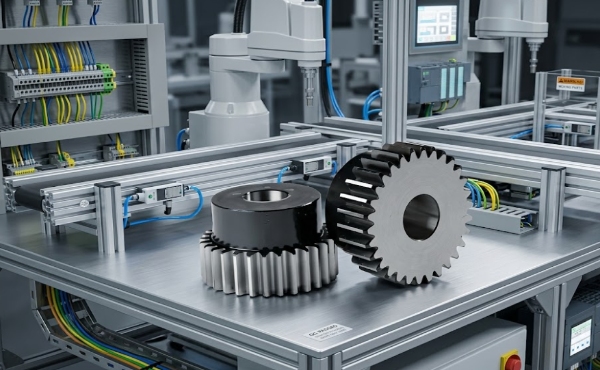
In the architecture of modern industrial transmission systems, the small pinion gear frequently bears the highest localized mechanical stresses. Serving as the primary driver that meshes with larger gears or linear racks, the pinion dictates the entire system’s kinetic fidelity, acceleration curves, and operational life cycle. As heavy machinery scales toward tighter spatial envelopes and higher power densities, off-the-shelf transmission components rapidly approach their thermal and physical limitations.
For engineering procurement officers and original equipment manufacturers (OEMs), navigating the threshold between catalog parts and customized components is a critical pivot point. Investing in specialized gearing architecture is no longer merely an option for elite applications; it is a fundamental strategy to mitigate kinetic friction, eliminate backlash, and ensure long-term structural integrity under extreme structural loads.
1. Micro-Geometry Alteration: The Physics of Precision-Machined Tooth Profiles
The core determinant of gear performance resides at the micron scale within the involute profile. Standard commercial gears are cut to nominal standards, which frequently overlook the minute elastic deformations that occur under peak torque. When a tooth engages under high load, deflection alters the theoretical line of action, causing tip interference, localized scuffing, and premature pitting.
Implementing a precision-machined tooth profile resolves this kinetic deviation through intentional micro-geometry profiling. By introducing subtle tip relief, root modification, and longitudinal crowning, engineers pre-compensate for the physical bending of the tooth under operational stress. This ensures that the actual contact path aligns perfectly with the optimal design path, establishing an accurate and stable transmission matrix.
In advanced transmission frameworks, this geometric precision yields multiple operational dividends. It minimizes the transmission error (TE)—the microscopic variance between theoretical and actual rotational output—thereby securing sub-millimeter positional accuracy in automated servo lines, CNC matrices, and heavy-duty robotics.
2. Advanced Metallurgy: Metallurgical Profiling for Enhanced Durability and Load Capacity
Kinetic precision is inherently limited by structural material thresholds. Heavy industrial machinery requires transmission components capable of resisting both surface fatigue (pitting) and subsurface shear stresses. Choosing the right material substrate and heat-treatment matrix governs the ultimate power density of the gear set.
Developing high-performance customized pinion gears demands a deep understanding of core-to-surface metallurgical gradients. Leading global manufacturers utilize high-strength material options for enhanced durability and load capacity tailored to the precise mechanical environment of the application. Commonly utilized high-performance alloys include:
● AISI 4340 / 34CrNiMo6: A premium nickel-chromium-molybdenum alloy steel renowned for its deep hardenability, high fracture toughness, and superior fatigue resistance under heavy cyclic shock loading.
● 18CrNiMo7-6: A premium carburizing steel that, when gas-carburized and case-hardened, delivers an exceptionally hard, wear-resistant outer shell (60-62 HRC) while maintaining a highly ductile, shock-absorbing core.
● Custom Nitriding Alloys: Utilized for specialized setups requiring high dimensional stability, as the low-temperature nitriding process minimizes thermal warping while establishing a robust anti-scuffing layer.
By executing advanced case-hardening profiles, the root strength of the tooth is structurally reinforced. This structural reinforcement maximizes the allowable bending stress limits, enabling the machinery to handle sudden torque overloads without yielding to catastrophic shear failure.
3. Acoustic Engineering: Minimizing Vibro-Acoustic Signatures for Smooth Engagement
In modern industrial environments, acoustic emissions are directly tied to machine diagnostics. Excessive gear noise is not merely an environmental hazard; it is the physical manifestation of kinetic energy dissipation, structural misalignment, and rapid mechanical degradation. High noise levels generally point to uneven friction and high vibration amplitudes at the mesh zone.
Achieving smooth engagement with low noise and reduced vibration requires a holistic engineering approach combining precise tooth surface finishing and specialized micro-geometry. When pinion gears undergo post-heat-treatment profile grinding or continuous tooth flank honing, surface roughness (Ra) is reduced to sub-micron levels (Ra< 0.4μm).
This ultra-smooth surface finish dramatically lowers the sliding friction coefficient between mating flanks. Consequently, the high-frequency micro-impacts that trigger structural vibrations are eliminated. The resulting transmission operates with a silent, rolling engagement, protecting sensitive adjacent components—such as high-speed bearings and electronic encoders—from the destructive effects of structure-borne vibration.


4. Dynamic Adaptability: Flexible Customization for OEM and Specialized Machinery
No two heavy industrial applications share identical kinetic profiles. A pinion gear operating within a wind turbine yaw drive faces radically different load profiles and environmental constraints than one deployed inside a high-speed packaging extruder or deep-sea drilling winch. Standard catalog components force design engineers to compromise, often over-specifying dimensions to compensate for design mismatches.
Embracing flexible customization for OEM and specialized machinery applications allows design teams to bypass these operational bottlenecks. By engineering components from the ground up, engineers can directly integrate custom shaft configurations, internal splines, keyways, and mounting flanges seamlessly into a single monolithic part. This reduces assembly complexity, eliminates concentricity errors between separate shafts and gears, and significantly streamlines the production supply chain.
As a global leader in high-precision motion control components, iHF Group has pioneered this custom engineering workflow. By utilizing advanced CAD/CAM modeling, finite element analysis (FEA), and state-of-the-art CNC gear shaping and grinding cells, iHF Group converts complex engineering blueprints into high-performance mechanical realities. Their adaptive engineering platform ensures that whether an OEM demands a module 0.5 instrument pinion or a high-module heavy industrial spur pinion, each part is built exactly to spec.
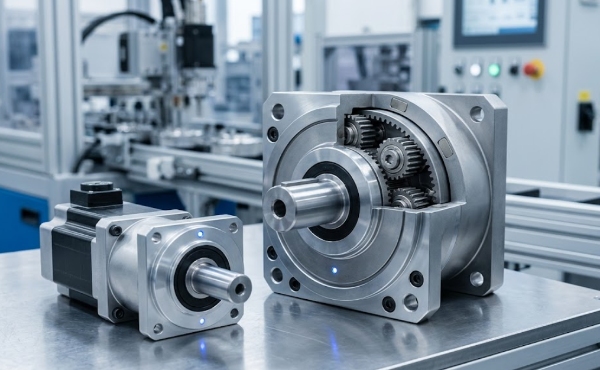
5. Broad Compatibility: Versatility Across Diverse Industrial Transmission Systems
The ultimate value of a precisely tailored kinetic component lies in its operational versatility. High-performance pinions are the beating heart inside a vast array of industrial transmission systems. From planetary gearboxes requiring balanced torque distribution to rack-and-pinion systems transforming rotational force into high-load linear movement, the mechanical integrity of the pinion controls the system's overall efficacy.
When customized components are designed to withstand high radial and axial forces simultaneously, they open up new design possibilities for system integration. Industrial sectors such as automated materials handling, printing presses, textile machinery, and steel rolling mills depend heavily on these tailored mechanical elements to sustain continuous 24/7 production loops, directly scaling operational throughput while driving down unscheduled maintenance overheads.
Conclusion: Securing Long-Term ROI via Precision Engineering
In the industrial landscape, a gear failure is never isolated to a single component; it triggers a costly chain reaction of manufacturing downtime, lost productivity, and extensive repair cycles. Choosing precision-tailored transmission elements represents a strategic investment in mechanical reliability and long-term asset optimization.
By blending precision tooth profiles, optimized metallurgy, and bespoke structural design, manufacturers can confidently push their equipment to higher speeds and greater load capacities. Partnering with a dedicated manufacturing expert like iHF Group guarantees that your transmission systems operate at peak efficiency day after day, turning high-precision mechanical design into a sustainable competitive advantage.

 EN
EN en
en vi
vi it
it es
es th
th tr
tr ja
ja pt
pt ko
ko ru
ru fr
fr de
de ar
ar Request Quote
Request Quote